
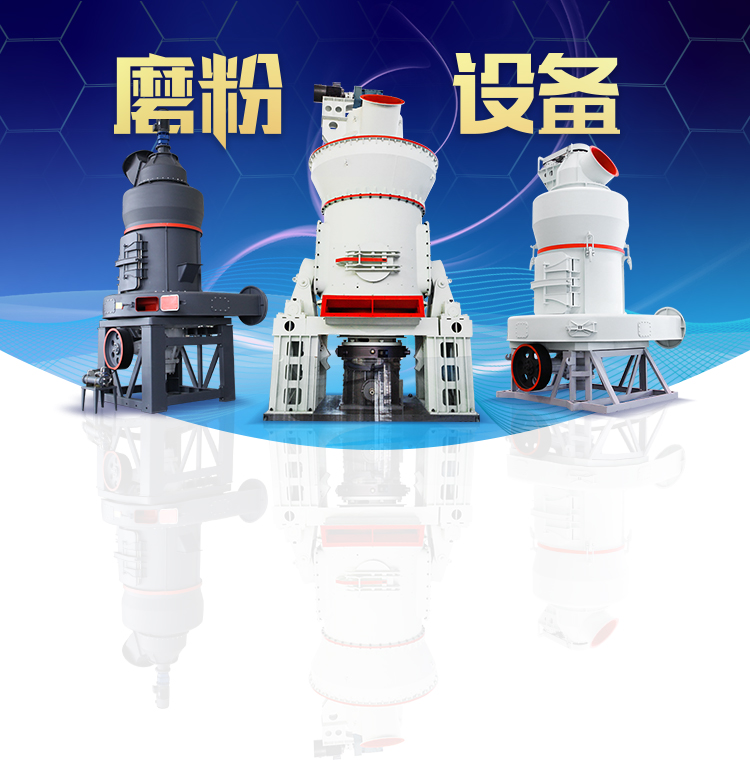
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

数控车加工8mm内孔
 2024-02-27T19:02:05+00:00
2024-02-27T19:02:05+00:00

数控车床内孔车削加工工艺、刀具和测量用具分享 知乎
Web每天为大家分享UG编程视频及图文内容,让编程学习简单起来。 数控车床在对内孔进行车削是加工生产中常见的一种加工方法。 在对内孔进行车削的时候需要了解内孔加工用的 Web1)孔加工所用刀具的尺寸受被加工孔尺寸的限制,刚性差,容易产生弯曲变形和振动; 2)用定尺寸刀具加工孔时,孔加工的尺寸往往直接取决于刀具的相应尺寸,刀具的制造 机加工中孔的加工方法! 知乎 知乎专栏

数控车床加工的应用和特点基础知识 知乎 知乎专栏
Web数控车床加工已越来越多的运用于现代制作业,并发挥出一般车床无法比拟的优势,数控车床加工主要有以下几特色: C数控车床加工传动链短,与一般车床相 Web一、数控车削加工工艺的内容 数控车削加工工艺是采用数控车床加工零件时所运用的方法和技术手段的总和。 其主要内容包括以下几个方面: (一)选择并确定零件的数控车削 数控车削加工工艺及工艺分析 知乎 知乎专栏

数控车床上怎么加工内孔8字油槽 百度知道
WebApr 10, 2011 数控车床上怎么加工内孔8字油槽 零件长度为110毫米,内孔直径100毫米,油槽长度为90毫米,每边留10毫米,油槽单边深2毫米,有哪位高手能告诉我完整的 Web将扩展板安装在UNO上。 在扩展板的A4988驱动座X、Y、Z中间安装3个短接帽。 将A4988安装到驱动座上。 两个42电机分别连接到X和Y座。 28BYJ48步进电机连接 GitHub hznupeter/axidraw: X/Y draw machine

Custom Timing Belt Custom Drive Belts Flat Belts BB Man
WebCustom Timing Drive Belts At BB Manufacturing ®, we have an extensive online catalog of timing belts that meet a wide variety of needs in the power transmission and precision WebAmericold Logistics, LLC, John F Varley Ct, Atlanta, GA, USA About Americold Americold is the global leader in temperaturecontrolled warehousing and logistics to the food Americold Logistics, LLC, John F Varley Ct, Atlanta, GA, USA

CAXA CAM2022新增功能哔哩哔哩bilibili
Webcaxa cam 数控车 、caxa cam 制造工程师 2022版本新增功能介绍。, 视频播放量 2323、弹幕量 1、点赞数 13、投硬币枚数 2、收藏人数 22、转发人数 3, 视频作者 我是孙大宁, 作者 Web30 Caliber Bolt Action Pen Kits Mini 30 Caliber Bolt Action Pen Kits Magnum 30 Caliber Bolt Action Pen Kits Big Ben Cigar Twist Pen Kits Classic Style Twist Pen Kits Pen Kits ptreeusa

数控车床螺纹加工指令G32、G92、G76,实例带你快速学会! 知乎
Web6、加工多头螺纹时,应在加工完一个头后,将车刀用G00或G01方式向左或向右移动一个螺距,然后再按要求编程 7、车削螺纹时,其主轴转速不能改变,否则影响螺纹精度(密封性) 8、螺纹单边牙深h=06495X螺距 9、高速切削三角螺纹时,受车刀挤压后会使外螺纹 WebJun 21, 2021 3 磁力抛光去毛刺:使用非常细小的、带有磁力的钢针,进行内孔去毛刺。 可以进行大批量抛光操作,问题是,如果毛刺硬度较高,可能去除得不彻底,而且对于微细孔,该方法不太好用。 4 振动抛光去毛刺:采用硬度较高的细小固体抛光石,与工件一起置入 内孔去毛刺的6种方法 知乎 知乎专栏

薄肉スリーブ部品の円筒加工のための革新的な加工方法Meetyou
WebApr 11, 2020 これにより、パーツの内孔と外円が全体になり、処理中のパーツの変形が減少します。 図5に示すように、洗浄後のおがくずの膨張率は木材の膨張率に類似しており、膨張率は繊維が飽和点に達したときに最大になります。WebSep 3, 2018 多目的軸旋盤のプロセス設計 要旨:多軸型の軸部品を設計した。 軸には円弧、機械加工用の溝、ねじアンダーカット、ねじ、テーパねじ、内孔、内弧がある。 材料は45鋼です。 この多軸設計では、「粗旋削」旋盤法が使用されます。 すなわち、2つ 多目的軸旋盤のプロセス設計ドローイングプロセス、構造解

机械制造技术试题(含答案)doc 原创力文档
WebFeb 22, 2017 制订该零件的加工工艺过程。 工序1: 粗精铣尺寸40左右端面(铣床);工序2: 钻绞Φ24孔(车床) 工序3: 粗精铣尺寸12左右端面、R25圆弧面(铣床);工序4: 钻攻M8螺纹孔(钻床) 工序5: 去毛刺(钳工台) 从结构工艺性考虑哪个方案较好,并说明理由? a b 【答案】B结构的工艺性好,钻头切入和切出表面应与孔的轴线垂直,否则钻头易 WebSep 2, 2018 同時に、マンドレルの内孔のチップ除去機能のような、マンドレルを設計する際には基礎的研究が必要である。 この目的のために、9種類の特殊深穴カッター、ボーリングヘッド、シャンク、その他の設備機器付属品を設計、製造しています。チタン合金の深穴掘削およびボーリング加工技術的困難、対策策

【技术】O型圈安装方法及安装工具介绍惠诺油封
Web大家好,我是惠诺油封小诺同学,在上一期的惠诺安装小知识中我们讲到了 骨架油封安装方法 以及示意图,这一期我们来说说o型圈的安装方法以及介绍一下o型圈的安装工具。 o型圈又叫o形圈,是我们在工业、汽车、工程机械、农机等等各种领域应用范围最广泛的密封元件之一, o型圈 之所以应用 Webシクロデキストリンは、疎水性の内孔を有する環状分子であり、水溶媒中において疎水性分子を取り込む性質を利用する。したがって、一般的にシクロデキストリンをもちいるロタキサンの合成は水溶媒中で、疎水性の軸分子とおこなう。ロタキサン Wikipedia

含ヘテロ大環状化合物 合成と機能 日本郵便
Webな強固な内孔をもつ化合物が開発されてきているので, これらの新しいタイプの大環状化合物の合成を中心に扱 った。またこれらの錯体形成能について簡単に紹介した。 機能に関しては,カ チオン選択性や分析化学への応用はWeb開発履歴 1993年「リカオ」は、中国のスクリュー産業の台頭で設立されました。 1995年は産業の中で機械加工を導入する際にリードを取りました。 1997年私たちはまず合金のブッシュバレルの製造を始めました。 2000年の年間の生産量は初めて5000万人民元 中国射出成形機用注入ヘッドエンドキャップメーカー

【機械設計マスターへの道】バルブの種類・特徴・使い方をスッ
WebOct 5, 2020 以前に当サイトで掲載されたコラムに「設計者が知っておくべきバルブの分類(方式・形状による区別)」という記事があります。 この記事は、バルブのシート・シール構造や弁体の作動方向などを中心に、バルブを自分で設計する際の参考になる知識を解説したものです。 今回のコラムでは Web课程概述 数控加工技术是机械类专业的一门专业课,旨在学生知识的综合应用、数控加工工程实践能力的培养,学生在学习数控加工及编程的基础知识上,能够运用工艺知识,借助计算机模拟软件,对构成零件基本要素——外圆、平面、孔、槽、螺纹进行车削 数控加工技术陕西科技大学中国大学MOOC(慕课) icourse163

Super 8mm 摄影机保姆级入门指南 (一) 哔哩哔哩
WebApr 1, 2020 使用Super 8mm 摄影,你将永远不知道会发生什么。 它像生活本身一样,将神秘的氛围深深地带入到影片的每一个角落。 Super 8mm 影片也提供了录像机无法提供的某些特别的感觉:人生日常生活的电影舞台。 Super 8mm 自1964年以来就已经存在,并且摄影机和投影仪的 Webって内孔近接領域22が的確にシールされていない場合、亀裂破面Pを介して侵入したエ アFは内孔近接領域22から内孔13内に侵入することになる。 【0008】 本発明は、本発明者によって究明された上記知見に基づくものである。即ち、ノズル接合JP B2 20148

数控车床螺纹加工指令G32、G92、G76,实例带你快速学会! 知乎
Web6、加工多头螺纹时,应在加工完一个头后,将车刀用G00或G01方式向左或向右移动一个螺距,然后再按要求编程 7、车削螺纹时,其主轴转速不能改变,否则影响螺纹精度(密封性) 8、螺纹单边牙深h=06495X螺距 9、高速切削三角螺纹时,受车刀挤压后会使外螺纹 WebJun 21, 2021 2 电解抛光去毛刺:使用正负电极各夹持工件一端,通电后产生电解作用,去除内孔毛刺。 优点是速度够快,缺点是,毛刺周边的区域,也有可能造成侵蚀,影响产品精密度。 3 磁力抛光去毛刺:使用非常细小的、带有磁力的钢针,进行内孔去毛刺。 可以进行大批量抛光操作,问题是,如果毛刺硬度较高,可能去除得不彻底,而且对于微细孔, 内孔去毛刺的6种方法 知乎 知乎专栏

数控加工技术陕西科技大学中国大学MOOC(慕课) icourse163
Web课程概述 数控加工技术是机械类专业的一门专业课,旨在学生知识的综合应用、数控加工工程实践能力的培养,学生在学习数控加工及编程的基础知识上,能够运用工艺知识,借助计算机模拟软件,对构成零件基本要素——外圆、平面、孔、槽、螺纹进行车削 WebApr 11, 2020 これにより、パーツの内孔と外円が全体になり、処理中のパーツの変形が減少します。 図5に示すように、洗浄後のおがくずの膨張率は木材の膨張率に類似しており、膨張率は繊維が飽和点に達したときに最大になります。薄肉スリーブ部品の円筒加工のための革新的な加工方法Meetyou
结构设计中加强筋的设计有何讲究? 知乎 知乎专栏
Web在规则的结构形态中大部分模具采用线切割做加工的,那么能要想保证很好的强度,就需要将模具壁厚设计在4mm以上,筋位高度不超过8mm,后续每增加1mm,模具壁厚则增加112倍。 问:在什么情况下采用井形或者爻形? 答:壳体上可以设计加强筋的面积大,且需要承受高强度的负重,比如:臂力支撑杆,台灯支架底盘,显示器支架底盘等,需要承受折弯 WebSep 3, 2018 多目的軸旋盤のプロセス設計 要旨:多軸型の軸部品を設計した。 軸には円弧、機械加工用の溝、ねじアンダーカット、ねじ、テーパねじ、内孔、内弧がある。 材料は45鋼です。 この多軸設計では、「粗旋削」旋盤法が使用されます。 すなわち、2つ 多目的軸旋盤のプロセス設計ドローイングプロセス、構造解

G管螺纹尺寸对照表,值得收藏! 知乎 知乎专栏
WebNPT,PT,G 都是管螺纹. NPT 是 National (American) Pipe Thread 的缩写,属于美国标准的 60 度锥管螺纹,用于北美地区.国家标准可查阅 GB/T127161991 PT 是 Pipe Thread 的缩写,是 55 度密封圆锥管螺纹,属WebFeb 22, 2017 解:工艺过程安排如下表 工序 工步 定位基准(面) 1 车端面,钻、扩、铰孔 外圆 2 车另一端面及外圆 端面及内孔 3 拉键槽 内孔及端面 4 钻、扩、铰3孔 内孔及端面 4.试提出成批生产如图所示的零件机械加工工艺过程(从工序到工步),并指出各工序的定 机械制造技术试题(含答案)doc 原创力文档

JPA 円筒形部品の同軸度測定方法及び測定装置
Webる高倍率画像とを同時に取込み、上記外周面及び内孔の 両境界円に基づきそれぞれの中心座標を求めるようにす ることを基本特定事項としたものである。 【0010】具体的には、円筒形部品の同軸度測定方法 に係る第1の発明は、貫通した微小な内孔を有する円筒 形部品を被測定物とし、この被測定物に対し背後から照 明光を筒軸方向に照射し、この照射 WebSep 2, 2018 同時に、マンドレルの内孔のチップ除去機能のような、マンドレルを設計する際には基礎的研究が必要である。 この目的のために、9種類の特殊深穴カッター、ボーリングヘッド、シャンク、その他の設備機器付属品を設計、製造しています。チタン合金の深穴掘削およびボーリング加工技術的困難、対策策
轴承内径8mm外径22mm轴承内径8mm外径22mm价格、图片、
Web角接触球轴承 30/8 2RS 尺寸内径8mm 外径22mm 高度11mm LY 品牌 支付宝 ¥ 110 山东蓝宇精密轴承制造有限公司上海分公司 8 年WebOct 5, 2020 目次 1.主なバルブ(弁)の種類と特徴 (1)仕切弁(ゲートバルブ) (2)玉形弁(グローブバルブ) (3)ボール弁 (4)バタフライ弁 (5)逆止弁(チェッキバルブ) 2.弁(バルブ)の開度‐流量特性 3.安全弁・逃し弁(リリーフ弁) 4.調節弁と調整弁 (1)調節弁とは? (2)調整弁とは? 5.弁(バルブ)の規格と、圧力 【機械設計マスターへの道】バルブの種類・特徴・使い方をスッ

中国射出成形機用注入ヘッドエンドキャップメーカー
Webパラメーター 材質:SKD61,38CRMOALA、42CRMO プロセス:内孔クロームめっき、ガス窒化、焼入れ、内孔コーティング タイプ:空気圧針型遮断ノズル/油圧ハイブリッド遮断ノズル/静的混合ノズル フィルター穴の直径:08mm 内孔仕上げRA:02≦RA≦04(02以下のRAに特別な順序が必要です) 製品グループ : スクリューバレルの付属品 > エンド Webって内孔近接領域22が的確にシールされていない場合、亀裂破面Pを介して侵入したエ アFは内孔近接領域22から内孔13内に侵入することになる。 【0008】 本発明は、本発明者によって究明された上記知見に基づくものである。即ち、ノズル接合JP B2 20148
粉碎性机械機械的特性改善
2022-06-30岀渣机
2020-05-09福州哪里有二手破碎机市场
2021-09-13新型水泥烟筒管设备哪有卖的
2023-05-19石灰石破碎机型
2022-04-11河北邢台破碎机诫厂
2024-04-06建筑破碎机用电多大
2023-08-24纯银加工设备
2023-07-11杭州腻子粉磨粉机设备
2022-04-23砂石廠皮帶
2023-11-23鄂式碎石机是什么机构
2021-01-26石头粉在石油加工起什么作用
2023-01-041145制砂机视频
2020-06-19圆锥破碎机重工
2021-09-24铜成套设备工作原理磨粉机设备
2022-06-30全自动磨刀机价格
2020-10-15砂石骨料的粗细程度与颗粒级配
2022-05-19铆焊包工队
2023-04-10300吨石料生产线价格
2023-01-31手磨机多少钱?手磨机多少钱?手磨机多少钱?
2023-02-09重庆煤矿安全设备公司
2021-12-27想做腻子粉
2020-06-10路面碎石筛分设备
2024-03-11颚板破碎机浙江上虞
2021-06-27鄂式破碎机500 750
2021-01-04采土作业规程
2021-09-22福建泉州永春破碎机
2022-05-12贵州破碎机生产厂
2021-01-01施工用10油锤一个台班能破碎多少次坚石
2022-06-13常州佳志煤矿机械制造有限公司磨粉机设备
2021-06-05